クランクシャフトはオイルクリアランスに要注意:いまさら聞けない エンジン設計入門(5)(2/3 ページ)
メイン(ジャーナル)ベアリングの役割
先述したように、クランクシャフトとは、ピストン上部で発生する爆発エネルギーをコンロッドを介して常に受けながら高速回転するので、クランクシャフト本体を支えている軸受け部であるクランクジャーナルには、とてつもない負荷が掛かっていることになります。
仮にクランクジャーナルとシリンダブロックとが直接触れ合った状態で組み込まれていたとしたら、きっと1分も持たないうちに焼き付いてしまうでしょう。そこでクランクジャーナルには「メイン(ジャーナル)ベアリング」と呼ばれる軸受けが設けられています(写真3)。
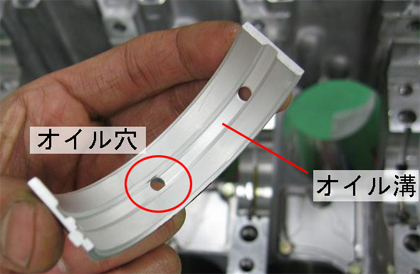 写真3 メイン(ジャーナル)ベアリング
写真3 メイン(ジャーナル)ベアリングメインベアリングはご覧のように半月状であり、クランクジャーナルを上下2枚で挟み込む形の軸受けとして用いられます。
メインベアリングは一般的に「メタル」と表現されることが多く、素材としては「トリメタル」という3種類の合金(軟鋼、ケルメット、合金メッキ)が主に使われている特殊な部品です。
トリメタル以外ではアルミニウム合金メタルが使用されています。
またメインベアリングは、クランクシャフトの支持機能と併せて、クランクジャーナル部へのオイル供給機構としての重要な役割があります。
シリンダブロックから圧送されたオイルが、メインベアリングにあるオイル穴から内側へ入り込み、さらに内側に設けられたオイル溝に満たされます。
さて、焼き付き防止のためにさまざまな工夫を施されたうえで設けられているこのメインベアリングですが、エンジンの中でも摩耗がとても激しく焼き付きを起こしやすい部分です。焼き付き防止のために設けられているにもかかわらず、焼き付きやすい部分と表現すると矛盾しているように思えますが、それほど過酷な部分であると認識していただければと思います。
オイルクリアランスとメタル嵌合(かんごう)
メインベアリングが焼き付く原因として考えられるのは、まず「オイルクリアランス」でしょう。オイルクリアランスとはクランクジャーナルとメインベアリングとのクリアランスのことを指します。クランクシャフトが円滑に回転できる最小限のクリアランスを確保しながらも、クランクシャフトがガタ付かないという条件を満たしている必要があります。
このオイルクリアランスはエンジンごとに詳細に定められており、1000分の1mm単位での管理が必要となります。これほど厳しい管理を行う必要がありますので、クランクシャフトやシリンダブロックの製造時に発生する「工差」が大変重要になってきます。
そこでクランクシャフト製造後にピン部の径を測定し、あらかじめ定めておいたサイズ番号のどれに当たるかを確認します。全てのピンにサイズ番号を当てはめて本体に刻んでおきます(A)。
さらにシリンダブロック側(ベアリングキャップ)の径も同様にサイズ番号を当てはめ、シリンダブロック本体に刻み込みます(B)。
上記AとBとの組み合わせにより、適切なオイルクリアランスになるメインベアリングのサイズを選択して組み込むという作業が実際に行われています(「メタル嵌合(かんごう)」といいます)。メインベアリングはさまざまなケースに対応するために、数種類のサイズが用意されています(写真4)。
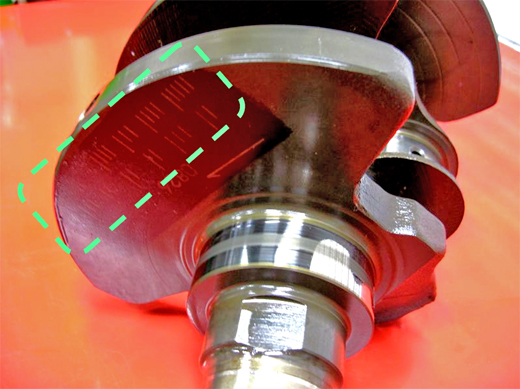 写真4 クランクシャフト各ピン部のサイズ番号例:この例ではサイズ番号が棒線の本数となっていますが、数字で書かれている場合もあります。刻印が薄くて見えにくいのですが、写真上の段の4つがメインベアリング用、下の段の6つがコンロッドベアリング用です。メインベアリング用のサイズ番号は写真左から「4、3、4、5」と読み取ることができます
写真4 クランクシャフト各ピン部のサイズ番号例:この例ではサイズ番号が棒線の本数となっていますが、数字で書かれている場合もあります。刻印が薄くて見えにくいのですが、写真上の段の4つがメインベアリング用、下の段の6つがコンロッドベアリング用です。メインベアリング用のサイズ番号は写真左から「4、3、4、5」と読み取ることができますメインベアリングのサイズを間違うと、エンジン焼き付きに直結してしまいます。そこで組み立て時の誤組み防止のために、メインベアリングには色でサイズが認識できるような工夫が施されているのが一般的です(写真5)。
 写真5 メインベアリングの誤組み防止措置:この例は緑ペイントが施されています。
写真5 メインベアリングの誤組み防止措置:この例は緑ペイントが施されています。次にメインベアリングが焼き付く原因として考えられるのはクランクシャフトの「振れ」です。
クランクシャフトはエンジンの中でも、とりわけ長い部品です。どれだけ精密に作ろうと努力してもほんの少し湾曲してしまいます(〜100分の4mm程度)。この振れがとても厄介で、「エンジン回転=クランクシャフトの回転」ということを考えれば、とても悪影響を及ぼしていることはいうまでもありません。円滑なエンジン回転の妨げになりますし、いま説明しているエンジン焼き付きの原因にもなってしまうのです。
振れがあることで、メインベアリングに片寄った圧力をかけることになります。つまり軸受け面積が減ってしまうことになりますので、局部的に面圧が高くなってしまい、メインベアリングに偏摩耗が発生します。
それによって適切なオイルクリアランスが保てなくなり、潤滑不足によるエンジン焼き付きが生じてしまうということです(写真6)。
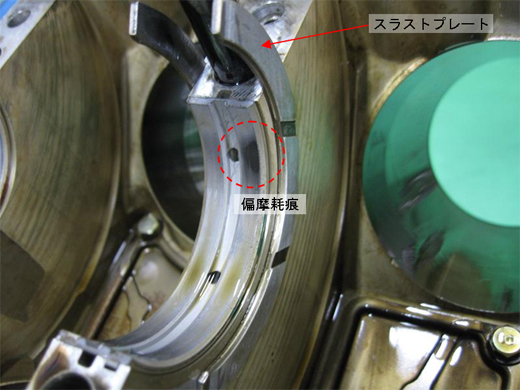 写真6 クランクシャフトの振れによるメインベアリングの偏摩耗
写真6 クランクシャフトの振れによるメインベアリングの偏摩耗エンジンチューンの王道として「クランクの芯出し」という作業がありますが、これはまさにクランクシャフトの振れを限りなくゼロに近づけてフリクションロスの低減や耐久性の向上を狙ったチューンといえます。
エンジン焼き付きの原因として一番身近なのはエンジンオイルの劣化による油膜切れや緩衝作用の低下がありますが、これは構造的な問題ではなくメンテナンスの問題ですので省略します。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- Formlabsが新型3Dプリンタ「Form 4」発表、LFSを超えるプリントエンジンを採用
- 有限要素法入門 〜連立方程式の解法、変位の計算〜
- 3σと不良品発生の確率を予測する「標準正規分布表」
- ムダのない作業と楽しさをもたらす“ありそうでなかった発想”
- SUBARUが深層学習によるAI構築ツールを導入、プレス領域の成形解析工数の削減へ
- 知らないと取り返しがつかなくなる金型の費用と作製期間の話
- 幾何公差の基準「データム」を理解しよう
- フローで考える流れのモデリング(その2) 〜適用例と3D/1Dの関係〜
- 計算時間が従来比最大1000倍高速な流体解析ベースのトポロジー最適化ソフト
- 「設計者はなぜCAEを煙たがるのか」を考察し、広がりを阻害する壁を取り除く
よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。