パーソナル3Dプリンタでドロイド君を作ってみた:3次元プリンティングってどうやるの?(2/2 ページ)
データの変換
プリントを開始する前に、先ほど3次元CADで作ったSTLファイルを「スライスコンバータソフト」でスライスデータ化(モデルを細かく輪切りにしたデータ)します。
まずは、データの方向(成形する方向)を確認しておきます。この先、成形を進めるために重要な作業です。ここでは先ほど作ったドロイド君を例にして進めます。
Blade-1では「KISSlicer」という、「3次元データをスライスしたデータに変換する」ソフトを使用します。
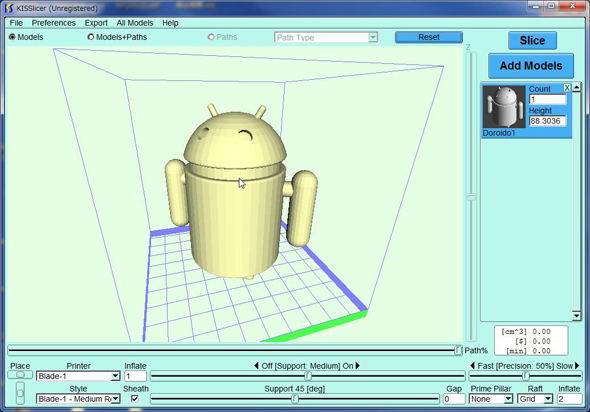 ドロイド君をKISSlicerに取り込んでみた
ドロイド君をKISSlicerに取り込んでみたこのKISSlicerには、3次元データを方向転換する機能がありません。KISSlicerの画面で方向を確認し、成形したい方向と違う場合は、再度、3次元データを作成した3次元CADに戻って方向転換する必要があります。修正したらSTLデータを再びKISSlicerへ取り込みます。
ドロイド君の場合は、足元から頭に向かって積層を始めるので、直立した状態としました。
3次元モデルの方向転換だけでしたら、ネット上に無料のソフトもあるので、それを利用してもいいでしょう。
KISSlicerの導入方法と詳細については、ホットプロシードのWikiにも掲載してあります。併せてご覧ください。
| 関連リンク: | |
|---|---|
| ⇒ | HotproceedWiki |
成形の方向を確認したら、KISSlicerの「Slicer」ボタンを押してスライスを実行します。その後、コンバートが実行され、そのデータの保存先を指定して保存します。次の工程で、このファイルを使用しますので、保存先はくれぐれも忘れないようにします。
いよいよ出力開始!
次にBlade-1制御ソフト「Printrun」を起動します。この制御ソフトはBlade-1のようなRepRap系プリンタを制御するためのシンプルなソフトです。
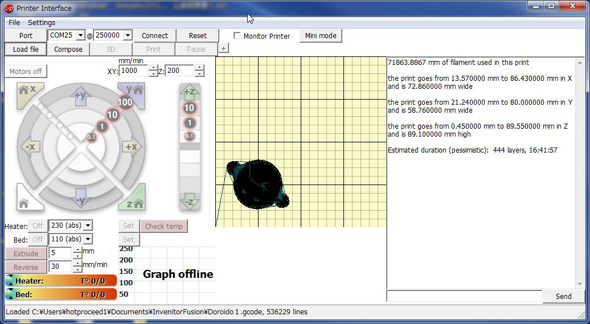 Printrunの操作画面
Printrunの操作画面このソフトは、先ほどコンバートしたスライスデータを基に、Blade-1を制御して、立体成形を実行するためのソフトです。
Blade-1の溶解ヘッドの温度管理や成形テーブルの温度管理、各X、Y、Z、溶解押出モータの制御をスライスデータに基づいて制御します。
Printrunにスライスデータを読み込めば、いよいよプリンタ開始! ――と、行きたいところなのですが……、その前に、ぜひやっておきたいことがあります。
成形物の熱変形を抑えるため、「成形テーブル」を約110℃に温めます。併せて「溶解ヘッド」の温度も、約230℃に予熱した方が、失敗が少ないでしょう。今回も、溶解ヘッドと成形テーブルの予熱をしておくことにしました。
約5分前後で指定の温度に達しますので、成形前には予熱することをお勧めしています。
さあ予熱が完了したら、今度こそ「Print」のボタンを押して成形開始です!
ボタンを押すと、スライスコンバータで指定することが可能な「ラフト」という下地材の成形から始まります。
ラフトの作成は、以下を目的としています。
- 成形テーブルが各動作軸に対して水平が微妙に保たれていない(0.1〜0.2mm程度)場合、その差分を吸収する
- 成形テーブルとの密着性を向上させる
パラメーターの設定でラフトをなくすことも可能です。
2層分のラフトが生成された後、立体形状の生成が始まります。
ここまでくれば、後は出来上がるのを待つばかりです。完成までの時間は、成形データによってまちまちです。
例えば、高さ5cmの成形物を作るためには、Blade-1では高さ方向のピッチを0.2mmに設定するのを推奨しています。ですから、単純に5層分で1mmとなります。さらにそれを50回繰り返します。1層分の成形に10秒かかるとすれば、2500秒、つまり約41分かかることになります。
KISSlicerとPrintrun、共に、データ入力時に成形時間が表示されますので、確認してみてください。ちなみに、私がいままで成形した中での最長記録は、約9時間かかったものがありました。
出来上がり!
「成形終了」と表示された時間に達すれば、その文字通りですが、成形が終了します。
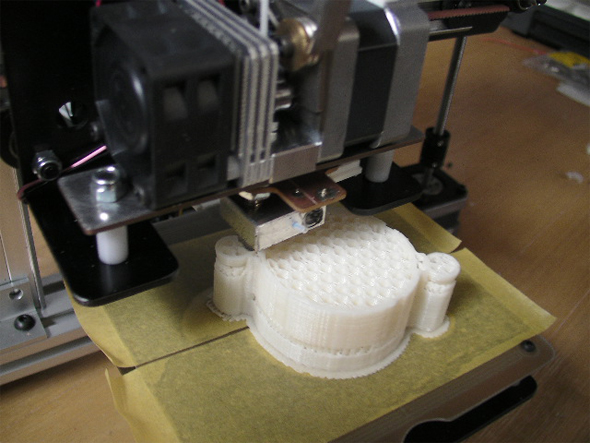 おおお、出来てる! でも、ラフトを取らないと、ドロイド君なのかなんだか、分からないよ……
おおお、出来てる! でも、ラフトを取らないと、ドロイド君なのかなんだか、分からないよ……ここで慌てて成形物を取り外さないようにします。成形テーブルと溶解ヘッドは高温のままですので、触れてしまうと火傷してしまう可能性があります。
温度モニターを見て、温度が下がったのを確認してから、成形物を取り外します。
成形テーブルが高温のままですと、そこに近い成形物もまだ柔らかく、物自体も高温になっているので注意します。
成形物を装置から取り外したら、ラフトを取り除いて完成です。
 ドロイド君、出てきたー! でも、ちょっとお肌、カサカサ
ドロイド君、出てきたー! でも、ちょっとお肌、カサカサ積層タイプの装置で製作する成形物は、ほぼ例外なく、大なり小なり積層ライン(段差)が発生します。今回も、上の写真のような状態でした。
しかし、Blade-1の場合はABS樹脂を成形材料にしていますので、表面をサンディング(ヤスリ掛け)で仕上げることが可能です。最初は、紙やすりの「80番」ぐらいで荒削りして、次第に「120番」「240番」「800番」……と細かくしていくと、ツルツルになります。
その後はプラモデル用塗料で着色できます。ドロイド君なら、黄緑色に塗ってみてもいいかもしれませんね。
ABS製なので、強度もあって、機械機構部の製作にも使えます。ロボット作りなどにもいいですよね。
◇
これにて、Blade-1を使った立体成形の紹介は終わりです。
現在世界中の至るところで「DIY」や、「Fablab」なる“自分たちで使うものは、自分たちで作る”動きが活発化しています。RepRap系3次元プリンタや、当社でも扱う廉価版レーザー加工機など、最先端の機器をパーソナルレベルで購入できるようになっている中、個人のアイデアによっていろいろな物が生み出され、企業(メーカー)とは“一味違う”モノづくりが動き始めています。
読者の皆さんも、「自ら創造して作る楽しみ」を体験してみたいと思いませんか。


Profile
湯前裕介(ゆまえ ゆうすけ)
株式会社ホットプロシード代表取締役。2006年にロボット関連企業「ホットプロシード」を設立。主に二足歩行ロボットを中心に飛行ロボット、アミューズメント関連ロボット、などのロボット設計、製作を受注生産。2007年に国内初パーソナル3次元プリンタの販売を開始。現在、ロボットパーツ、3次元プリンタ、レーザー加工機、などパーソナルユーザーを支援する企業として活動中。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- Formlabsが新型3Dプリンタ「Form 4」発表、LFSを超えるプリントエンジンを採用
- 有限要素法入門 〜連立方程式の解法、変位の計算〜
- 3σと不良品発生の確率を予測する「標準正規分布表」
- ムダのない作業と楽しさをもたらす“ありそうでなかった発想”
- SUBARUが深層学習によるAI構築ツールを導入、プレス領域の成形解析工数の削減へ
- 幾何公差の基準「データム」を理解しよう
- 知らないと取り返しがつかなくなる金型の費用と作製期間の話
- フローで考える流れのモデリング(その2) 〜適用例と3D/1Dの関係〜
- 計算時間が従来比最大1000倍高速な流体解析ベースのトポロジー最適化ソフト
- 「設計者はなぜCAEを煙たがるのか」を考察し、広がりを阻害する壁を取り除く



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。