
生産現場の異常を検知、品質管理に役立つ「C管理図」を使う:実践! IE:現場視点の品質管理(15)(1/4 ページ)
生産工程の解析や安定した状態にあるかどうかをチェックするために役立つ「QC七つ道具」。そのうちの1つ、「管理図」は日々の品質のばらつきが異常な原因によるものなのか、そうでないかを判断するために役立ちます。今回は、管理図の一種「C管理図」を取り上げます。
このIE(Industrial Engineering)の連載は、経営管理の手法を紹介しています。前々回と前回は「管理図」*1)について順に解説しました。今回は、「C管理図」を取り上げて、作成手順から利用方法までを紹介します。
*1) 管理図は工程異常を検出するための「QC七つ道具」の1つであり、生産工程が安定した状態にあるかどうかをチェックするために役立つ。日々の品質のばらつきが異常な原因によるものなのか、そうでないかを管理図のグラフから簡単に読み取れるように工夫されている。前々回では各種の管理図の用途を紹介し、前回では、X-R管理図とP管理図を解説した。
⇒前回(第14回)はこちら
⇒連載「実践! IE:現場視点の品質管理」バックナンバー
C管理図の作成手順
C管理図は、あらかじめ定められた一定単位中に現れる欠点(要求に合わない個々の欠陥)数で、品質を管理していく場合に用います*2)。欠点数をそのまま図にプロットし、検査した個数(試料の大きさ)nが一定の場合に便利な管理図です。まず、C管理図の管理限界の求め方について順を追って説明をしていきます。
*2) 前回で説明した通り、C管理図は欠点を見つける範囲が一定(長さ、面積、量)の場合だけに使う。例えば、同じ機種のプリント基板上にある修正箇所数の管理などに適している。
なお、試料の大きさが一定でない場合には、単位当たりの欠点数(u)を用いた「u管理図」によって管理します。u管理図の中心線(CL)や上方管理限界線(UCL)、下方管理限界線(LCL)の計算式は、C管理図の場合とは異なりますが、計算方法は紙幅の関係で割愛します。
(1)サンプルを採る
一定の大きさのサンプルを20~25組採り(組の数を「k」と表す)、各組中の欠点数(C)を調べます。サンプルの大きさは、あらかじめ工程の欠点数を推測して、平均1~5個の欠点が含まれるようにします。
下に挙げた「C管理図データ(事例データ)」(表1)は、成形品の検査において発見された、充てん不足不良の数を記録したものです。このデータを使ってC管理図を作成します。
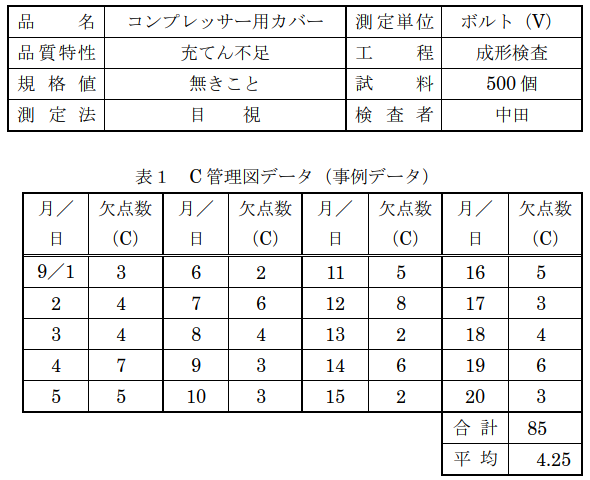 表1 C管理図データ(事例データ)
表1 C管理図データ(事例データ)(2)欠点数の平均を求める
次に、欠点数の平均を求めます。
欠点数Cの平均=ΣC ÷ k(組の数)
=(3+4+4+…+3)÷ 20
= 85 ÷ 20
= 4.25
(3)管理線を計算する
管理図に書き入れる管理線として、CLと、UCL、LCL*3)を次の公式により計算します。LCLは、計算の結果負になることがありますが、この場合にはLCLは考えません。
*3) 平均値(中心線)から標準偏差σの3倍の位置を上方管理限界線、下方管理限界線として利用する。
CL=欠点数Cの平均値
= 4.25 ……(2)の算出結果より
UCL= 欠点数Cの平均値+3√CL
= 4.25+3√4.25
= 10.43
LCL=欠点数Cの平均値-3√CL
= 4.25-3√4.25 ……負の値となる
(4)数値と管理線を描く
C管理図用紙を用意して、欠点数Cを時間軸(日付順、時刻順など)順にプロットし、各点を実線で結んでいきます。次に、手順(3)で計算した管理線を記入します。CLは実線で、UCLとLCLは破線で横に引いていきます(図1)。
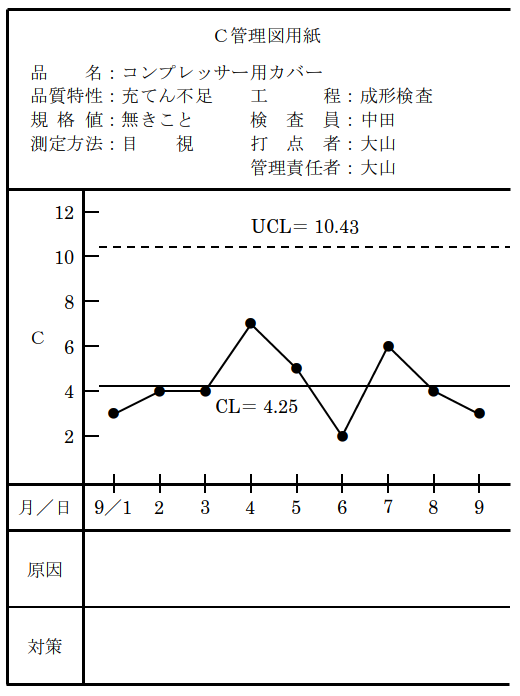 図1 C管理図(事例データ)
図1 C管理図(事例データ)Copyright © ITmedia, Inc. All Rights Reserved.
Special Contents
- PR -

Special Contents
- PR -

- 陋ケ�サ騾九h�・�ュ�ス蝓寂横髯櫁ざ�・�ュ�ス蜑ー�」�ス鬨セ�ス隶鯉スュ邵コ�ェ邵コ�ゥ邵イ�ス8邵コ�、邵コ�ョ驍ィ�ス�ケ譁絶イSOC郢昶��ス郢晢ソス郢ァ雋橸スシ�キ陋ケ謔カ��邵コ貊灘ゥソ雎戊シ披�邵コ�ッ�ス�ス
- 陞ウ螟よ昆驍�ソス�定淦�ヲ陷ソ�ウ邵コ蜷カ�矩ャ假スァ陞ウ�「郢ァ�ェ郢晢スウ郢晄㈱�ス郢晢ソス縺�ケ晢スウ郢ァ�ー郢ァ�ス40�ス�ス�ソ�スツ貅キ蝟ァ邵イツエenovo邵コ譴ァ豐サ騾包スィ邵コ蜉ア笳�ャセ�ケ陜滂ソス�ュ謔カ�ス
- 郢晢スュ郢晢スシ郢ァ�ウ郢晢スシ郢晏ウィ竊鍋ケァ蛹サ�狗ケァ�「郢晏干ホ憺ォ「迢怜験邵コ�ィ鬯ョ莨懶スコ�ヲ邵コ�ェ髢セ�ェ陷榊供蝟ァ邵コ�ァ隰御サ咏イ・郢ァ雋槫コカ郢ァ竏夲ス狗クコ貅假ス∫クコ�ョ郢晄亢縺�ケ晢スウ郢晏現竊堤クコ�ッ�ス�ス
- 闔ィ竏オ�・�ュ邵コ�ョ陷�ス�、謔カ竊楢氛莨懈Β邵コ蜷カ�狗ケ晢スェ郢ァ�ケ郢ァ�ッ邵コ�ョ驍ゑス。騾�ソス�帝お�ア陷キ蛹サツ竏壺落邵コ�ョ郢晢ス。郢晢スェ郢晢ソス繝ィ邵コ�ィ陞ウ貅ス讓溯ュ�スケ雎戊シ披�邵コ�ッ�ス�ス
- AI郢ァ蜻茨スエ�サ騾包スィ邵コ蜉ア笳�ケ晁侭縺夂ケ晞亂縺幄棔陋セ謫��ス螟奇スェ�ソ隴滂スサ驍ィ蜈域」。邵コ�ォ髫穂ケ晢ス矩ゥォツ髯ヲ譴ァ�・�ュ騾。蠕鯉ソス霑エ�セ霑・�カ邵コ�ィ陞溯崟謫�陞ウ貅ス讓溽クコ�ョ鬪ー�オ

Special Contents 1
- PR -

Special Contents 2
- PR -

Special Site
- PR -

Pickup Contents
- PR -

郢ァ�ウ郢晢スシ郢晉ソォ�ス郢晢スェ郢晢スウ郢ァ�ッ


製造マネジメントの記事ランキング
- デンソーやブリヂストンなどDX銘柄31社が決定、プラチナ企業にはLIXILが選定
- 知財功労賞を古河電工や富士フイルム、三菱電機などが受賞 知財を積極的に活用【訂正あり】
- 富士通ら、量子コンピュータ向けの大規模基本ソフトウェア群をオープンソース化
- 商標登録に“合意”の道開く、コンセント制度初適用で中小企業の知財活用後押し
- “真のメドテック”に向け、オリンパスが選んだサプライチェーン組織改革
- 日立が2025年度からの新体制を発表、CIセクタートップは阿部氏からコッホ氏へ
- 中小製造業のデジタル化のリアル――電子機器を製造するフルハートジャパンの場合
- 革新企業トップ100にトヨタ、日立、NTT、パナソニックなど、ただ日本からは5社減
- 心理的安全性が低い組織は品質不正が起きやすい
- 会社員から藍師/染師へ 東京から徳島に移住し藍染めの魅力を発信するWatanabe's
よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。