
量産現場における基本的な認識(3)ボイド対策:量産現場における良否の判定方法(1/3 ページ)
はんだ付けに用いるリフロー炉の操作方法や、実装ラインの品質を管理する現場の人材育成の手法を解説する本連載。今回は、ボイド対策について紹介する。
本連載は「エレクトロニクス実装技術」2013年3月号の記事を転載しています。
1. はじめに
通常のボイドは主にガス化したフラックスがフィレット内にとどまって発生する。リードが細い、または小さい場合には、はんだ量が十分であれば融点以上を長くすることでかなり解消することができる。これは、フラックス効果で溶融はんだの表面張力が抑えられ、熱対流することによってガスがフィレット内部から放出され、解消される。同時に、基板や部品リード表面からのガスも放出される。
BGA、CSPでは部品の下にはんだが印刷されるため、発生したガスは部品下部にとどまりやすくなるが、ボール分だけ部品と基板にすき間があるので、はんだの流動性が保持される限りにおいてはガスはボール内から外へ放出される。
逆に、リードレス部品やパワー系部品では部品と基板ランド間にすき間がないので、発生ガスやフラックス残渣はそのまま部品下にとどまり、大きなボイドを形成する。
ボイドは、ガスが原因であれば比較的小さく、かつ丸く残存するが、大きく異形状態のものは大半が気化しないフラックス残渣によるものと推測される(写真1)。
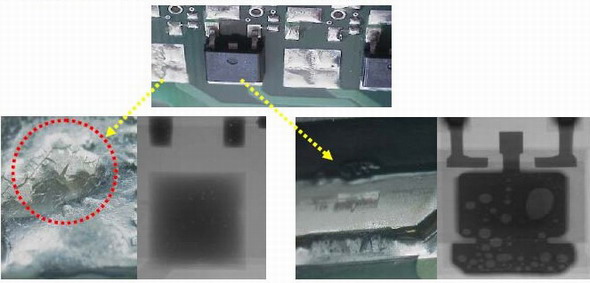 写真1(左下)部品搭載なしではフラックス残渣はボイドとして現れてない(右下)部品下は熱不足ではんだの流動性も劣る
写真1(左下)部品搭載なしではフラックス残渣はボイドとして現れてない(右下)部品下は熱不足ではんだの流動性も劣る2. ボイド対策
1.状況
ボイド対策は従来から問題になっているガスによる気泡と、フラックス残渣による2種類に対応しなければならない。通常の部品リードは細いので、フラックス効果が持続している間に融点以上を長くすることによってかなり改善できたが、BGAやCSPなど部品下にはんだが印刷される形状では、上部ヒータの熱は部品下に届きにくく、はんだの熱対流も鈍くなり、残渣が残りやすくなる。 はんだメーカーは従来のガスによるボイド対策として、はんだが溶融してもガスが発生しにくいように耐熱性の高い高分子系の溶剤を多用しているので、部品下と基板ランド間に多く残留しやすく、結果として大きな異形のボイドの原因になる。
BGA、CSPは、ボールと基板ランド間にまだすき間があるので、ガスは熱対流でボールの外側に放出させることができるが、リードレス部品やパワー半導体系部品やLEDではそのすき間がないので、フラックス残渣はそのまま残りやすくなる。
これらの部品は発熱しやすく、その熱をはんだを介して基板から放出させる設計になっているので、放熱を阻害する大きな気泡やフラックス残渣は熱膨張も加わって接合品質を劣化させる(写真2)。
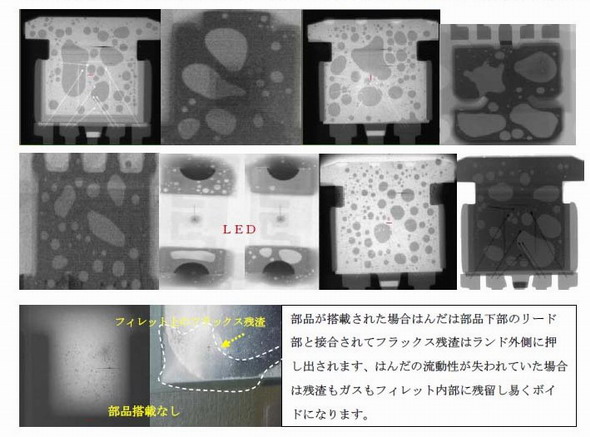 写真2
写真22.その対策
対策としては、フラックスを劣化させずにはんだを溶融させ、フラックス効果ではんだの流動性を確保してガスを放出させるという方法がある。リードレス部品ではガスやフラックス残渣は基板下部から熱供給することで、お湯をわかす要領で、フィレット表面に押し上げる。部品がはんだ表面に覆いかぶさっている場合であっても、はんだの熱対流とともにフィレット下部から押し上げられると同時に、部品下部とはんだが接合するためにフラックス残渣はランドの外側に押し出される。
(1) ファン回転数を下げる(炉により異なり、また許可されない場合もある)
(2) 室温からはんだの融点までを短くする(はんだにより時間は多少異なる)
(3) 下部ヒータを上部ヒータより約30℃高くする(注:遠赤外線+エアリフロー炉の場合は比較的簡単に調整することができるが、エアリフロー炉では必ず基板裏面の部品温度の測定も行って確認する必要がある)
(4) 融点以上は40秒以上を保持する(少し長めにする)
Copyright © ITmedia, Inc. All Rights Reserved.
Special Contents
- PR -



Special Contents 2
- PR -

Special Site
- PR -

Pickup Contents
- PR -

コーナーリンク

Factory Automationの記事ランキング
- 奈良で2030年700億円創出へ、DMG森精機が従来比4倍の自動化システム工場稼働
- もっと自由なCNCへ~第3期後編 PCベースCNCの登場
- 中国でTOB法的手続き遅れ、牧野フ指摘にニデック「回答できる立場にない」
- ニデックがTOB対抗措置差止め申立て、牧野フライス「全く理由のないもの」
- 日立ハイテクが半導体製造装置の新製造棟、生産工程のデジタル化/自動化進展
- アマダが基板穴あけ加工機メーカー買収、微細化進む半導体領域を強化
- ラピダス半導体工場の現状と今後、パイロットライン立ち上げ開始も「まだ一合目」
- オムロンがドイツに新共創拠点、重要市場「欧州」のモノづくり革新を後押し
- DMG森精機は新会社設立でAM事業強化、奈良拠点にAM“量産活用”に標準
- シーメンスが製造業向け生成AI搭載アシスタント強化、データ主導型へ移行促進
よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。