復習しながら、金型仕様書を作ってみよう:金型設計屋2代目が教える「金型設計の基本」(8)(1/2 ページ)
金型設計の基本、いよいよ最終回。これまで学んだ内容をまとめて金型仕様書を作ろう。記事最後では、設計のお題「卵型ケース」の3次元モデルがダウンロードできる。
この金型設計の連載も、いよいよ今回が最終回です。この連載では、図1のような「卵型ケース」の金型を設計してきました。最終回となる今回はこの製品の設計を振り返って、これまでの総まとめをしながら、金型仕様書を作っていきます。記事の最後に、設計した卵型ケースの3次元モデルを公開します。
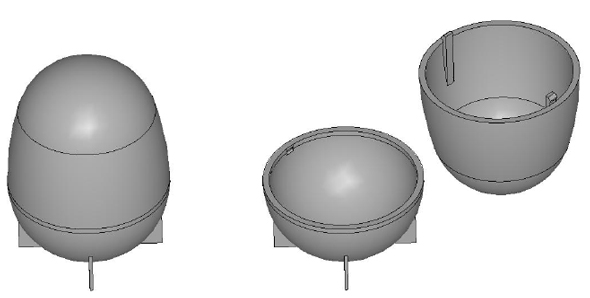 図1 卵型ケース
図1 卵型ケース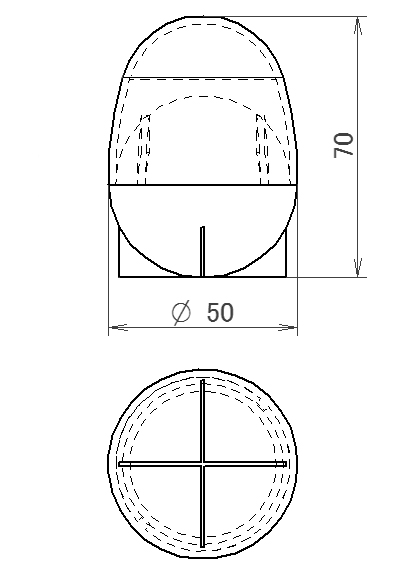 図2 寸法図
図2 寸法図設計前に確認したいこと(第1回、2回)
金型を設計するに当たって、事前に確認したいことが5つありました。
- 製品の成立性・形状の確認
- 収縮率の確認
- 製品の取り数の確認
- ゲート位置の確認
- 成形機の確認
円滑に金型の設計を進めるためにも、まずはこの5項目を押さえておくのが理想です。
今回の卵型ケースでは次のように決めました。
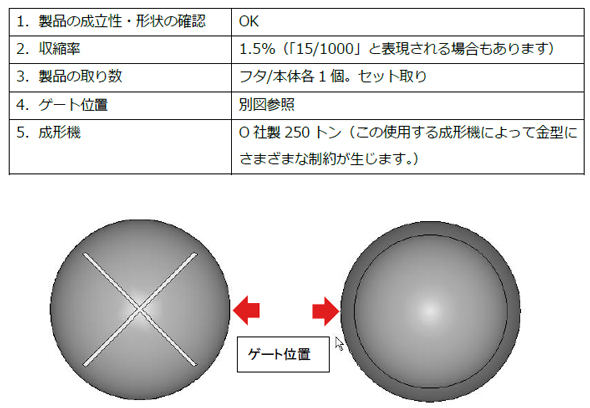 図3 必須の5項目
図3 必須の5項目ランナーとゲート(第3回)
射出成形機から射出された樹脂が、製品部分まで流れる道をランナー、ランナーと製品部分をつなぐ、製品部分に樹脂を流入するための入り口をゲートといいます。ランナー、ゲートともにさまざまな形状がありますので条件に寄って最適な形状を選択します。

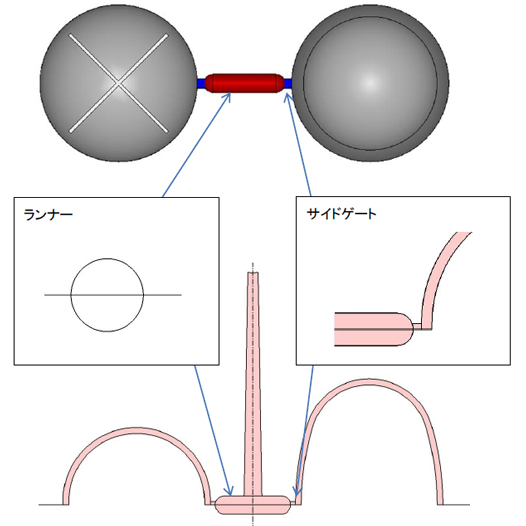 図4 ランナーとゲート
図4 ランナーとゲート突き出し機構の設定(第4回)
成形された製品は、可動側にくっついています。そのため製品を金型から取り外さなければなりません。この製品を金型から取り外すための機構を突き出し(エジェクター)機構といいます。突き出し機構による製品を突き出す量は、突き出し板のストロークによって決まります。
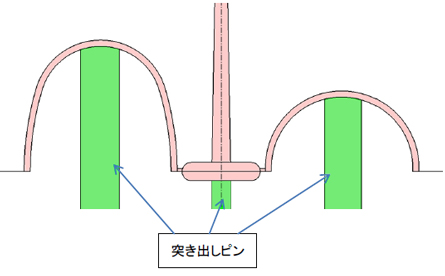 図5 突き出し機構
図5 突き出し機構温調の設定(第5回)
金型を用いて良品を早く成形するためには、金型の温度管理が非常に重要になります。最も一般的な方法が金型の横から貫通穴を開けそこに水やエアーなどを流す方法です。また、横穴だけでは製品全体に温調(温度調節)が行き渡らない場合は、縦の穴を設定します。この縦の穴を「冷却タンク」などといいます。
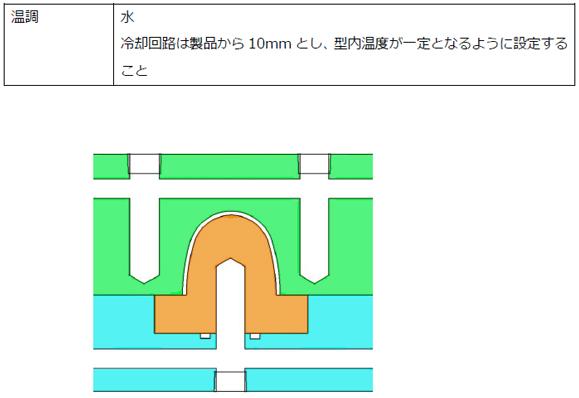 図6 温調の設定
図6 温調の設定アンダーカット処理(第6回、7回)
アンダーカットとは「通常の型の動きでは抜けない形状」を指します。アンダーカットがある製品に対しては通常の型開きとは別の機構を設計する必要があります。
 図7 アンダーカット処理
図7 アンダーカット処理なお、完成した金型を成形機に取り付ける際にはクレーンなどで持ち上げるのが一般的です。しかし、今の状態では可動側と固定側は特につながっていないため、持ち上げた際に金型が開いてしまう可能性があります。
予想外に金型が開いてしますと、可動側と固定側がぶつかってしまい金型の破損の原因になりますし、何よりケガをしてしまう恐れがあります。金型が不意に開かないようにするために、型開き防止板を設計する必要があります。
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- 有限要素法入門 〜連立方程式の解法、変位の計算〜
- Formlabsが新型3Dプリンタ「Form 4」発表、LFSを超えるプリントエンジンを採用
- 3σと不良品発生の確率を予測する「標準正規分布表」
- ムダのない作業と楽しさをもたらす“ありそうでなかった発想”
- SUBARUが深層学習によるAI構築ツールを導入、プレス領域の成形解析工数の削減へ
- 幾何公差の基準「データム」を理解しよう
- フローで考える流れのモデリング(その2) 〜適用例と3D/1Dの関係〜
- 計算時間が従来比最大1000倍高速な流体解析ベースのトポロジー最適化ソフト
- 「設計者はなぜCAEを煙たがるのか」を考察し、広がりを阻害する壁を取り除く
- 「デザイン経営」とは? なぜデザインが経営に貢献できるのか



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。