
へら絞りの精度は切削よりも悪いのか? 測定で証明した精度の良さ:ブラックホール撮像とへら絞り(2)(1/2 ページ)
誰も成功したことがないブラックホールの撮影に挑戦したい――その撮影に使うのはへら絞り(※)製のパラボラアンテナだ。国立天文台 電波研究部 助教の三好真氏は、安価な加工法として検討をはじめたへら絞りが、思いのほか加工精度がよく、かつアンテナ精度向上にもつながりそうだと気付いたという。現在、へら絞り加工の精度について詳しく研究するため、クラウドファンディングにも挑戦中だ。三好氏に、へら絞りに出会った経緯や、本格的に研究しようという考えに至った理由について聞いた。
誰も成功したことがないブラックホールの撮影に挑戦したい――その撮影に使うのはへら絞り(※)製のパラボラアンテナだ。国立天文台 電波研究部 助教の三好真氏は、安価な加工法として検討をはじめたへら絞りが、思いのほか加工精度がよく、かつアンテナ精度向上にもつながりそうだと気付いたという。現在、へら絞り加工の精度について詳しく研究するため、クラウドファンディングにも挑戦中だ。三好氏に、へら絞りに出会った経緯や、本格的に研究しようという考えに至った理由について聞いた。
第1回と2回では、三好氏の話を紹介する。第3回では、アンテナを作成した加工技術者、北嶋絞製作所の半澤実氏が登場する。
測定方法とへら絞りの残差
最初は皿の中心を支えてプローブを縁に当てると、縁が70μmも沈み込んでしまい、うまくいかなかった。次に試したのが発泡スチロールのビーズを敷き詰めた箱の中にアンテナを置くという方法だ。だがこの方法も、プローブが接触するにつれてアンテナが埋まってしまった。
それでも残差が120μmと予想外によかった。最終的に、へら絞りで加工したのであれば縁は1つの面上にあると考えられることから、6本の支柱を立てて水平を出し、L字型金具で挟んで固定したところ、60μmという上々の結果を得た。
この測定の中で、締め付けの量によって変形する量はそれほど変わらないことや、1つの基準平面を作ってそこに置けば、形状は維持できそうなことが分かったという。また板厚や縁形状によって精度は大きく変わらないようだった。
また、変位の分布を見ると、全てのパラボラで、向かい合った縁から押したように変形していることが分かった。軸を回転させて塑性変形を行うへら絞り加工でそのような変形が起こることは考えにくい。そこで表面を調べてみると、平行に走る筋があり、それは変形する方向と同じ方向に走っていた。これはアルミ板の圧延時にできる筋だった。つまりこのたわみは、素材のアルミ板に起因するものだと分かったという。
そこで、素材の残留応力をなくすために、へら絞りの後に、焼きなまし、そして調整のため再度絞りを行ったところ、残差は39.5μmに改善した。
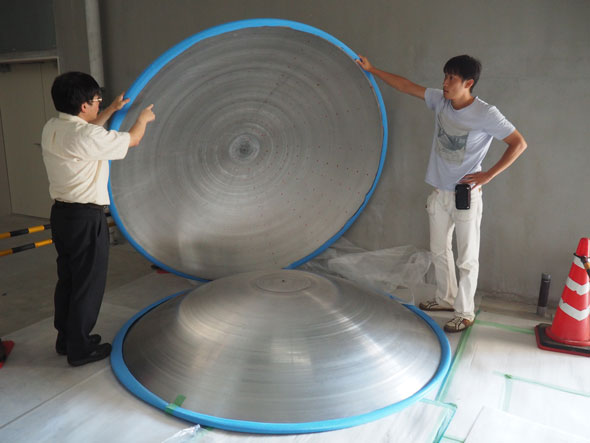 次に精度を測定したいという2.2mのへら絞りアンテナ。重さは1枚で約30kg。
次に精度を測定したいという2.2mのへら絞りアンテナ。重さは1枚で約30kg。へら絞りの精度はかなりよいのでは
このようにへら絞り製品の精度について調べていくにつれて、「へら絞り加工は思ったより精度がよいのでは」と考えるようになったと三好氏はいう。「個人的には、切削と比べて精度が悪いという印象をはじめは持っていました。切削であればがっしりした材料から削り出していくのでしっかりしているように感じますが、へら絞りのアンテナは押せばへこむこともあり、精度が低いのではと感じてしまいます」(三好氏)。
また何十年も前に作った金型を再利用するといったこともある。古くなれば鋳物なので、ほころびや錆が出る。「型が悪いために精度が低いと思われていたのではないか」と三好氏は想像する。「作っている人自身もきれいにできているという実感は持っているようですが、へら絞りの工場は作成したものを精密に測定する設備は持っていませんでした」(三好氏)。
だが三好氏は、へら絞り加工は元の金型の形を非常に高い精度で転写しているのではと考えるようになった。そこで、へら絞り加工の精度について詳しく調べたいと文献を探したが、本格的に研究された例はほとんどなかったという。「金属加工の専門家には“へら絞りの凄さ”が知られていないように感じました。そこで自分で研究することにしました」(三好氏)。
金属研究の助成を得て研究が前進
「金型がよければよいパラボラ面ができる」と確信した三好氏は、型の精度も測定したいと考えた。だが1mの金型は重くて天文台の計測器には載せることができない。そこで古い直径30cmの型を再切削で高精度化し、絞りアンテナを作成した。すると型は4μm、アンテナは15μmというよい結果を得た。
次は2mの精密な金型を作って測定したい。とはいえへら絞り加工の精度に関する研究は、純粋な天文学のテーマではなかった。そのため天文関係の助成金はなかなか得られなかったという。
そんな中、教えてもらったのが、オーエスジー(OSG)が運営する大沢科学技術振興財団の助成だった。OSGは切削をはじめとする各種工具や工作機械などを製造しており、助成は金属や新材料に関する機械加工ならびにその基礎となる分野に対して与えられるものだ。畑違いの分野からの申請が通るか不安だったが、無事に満額が認められたという。
研削でも苦労
資金を得たのですぐ切削に進めると思ったが、切削加工先を探すのに思いのほか手間取った。型は鋳物製のため、細かい粉が出るからと断られたという。そんな中引き受けてくれたのが、富山の金属加工を行う伊勢領製作所だ。同社に早稲田大学のアンテナ作成のために使われた直径2.4mの型の研磨を依頼した。レーザートラッカーによって測定すると、残差が360μmだったものが、磨いた後は24μmにまで改善した。
2018年3月に、この型を使い、3mm厚のアルミ板で直径2.2mの絞りアンテナを2枚作成。レーザートラッカーで測定すると、60μmという数字は出たものの、誤差が乗っているようだという。
Copyright © ITmedia, Inc. All Rights Reserved.
Special Contents
- PR -

Special Contents
- PR -

Special Contents 1
- PR -

Special Contents 2
- PR -

Special Site
- PR -

Pickup Contents
- PR -





メカ設計の記事ランキング
- 円筒座標系の熱伝導について考える
- 3σと不良品発生の確率を予測する「標準正規分布表」
- 手作り試作部品と量産部品の作り方を知る【後編】
- TATAMEL BIKEのICOMA、ミラノで新型ロボティクスモビリティ「tatamo!」を披露
- モンハンのオトモガルクか!? 川重Gが一狩り行けそうなオフロードモビリティを提案
- 幾何公差の基準「データム」を理解しよう
- バンダイナムコGがプラスチック環境配慮方針を策定 持続可能なプラ利用に向け
- 高速光造形技術を搭載するPollyPolymer製3Dプリンタの国内展開を開始
- 航空宇宙や防衛業界など規制の厳しい用途向けに3Dプリンタ用の認定材料を発表
- 日本館で常設展示 2機のロボットアーム型3Dプリンタを活用した未来の工場の姿
よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。