量産現場における基本的な認識(3)ボイド対策:量産現場における良否の判定方法(2/3 ページ)
3.事例
(1)プリヒートの変更
写真3は、プリヒートの変更を示したものである。写真3-1は、プリヒートの長い温度プロファイルと耐熱性の高いフラックスを使用し、上下のヒータ温度は同じである。写真3-2は、プリヒート部のみ短縮し、フラックス効果によってはんだの流動性が改善し、ボイドが削減されている。
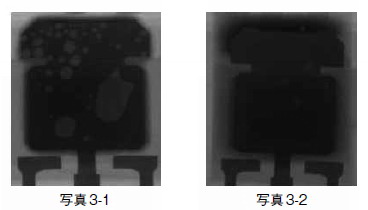 写真3
写真3(2)リフロー炉の違い
リフロー炉の違いによる差を以下に見る。
(a)遠赤外線+エアリフロー炉
写真4は、遠赤外線+エアリフロー炉で、写真4-1は耐熱性の高いフラックス、写真4-2は熱反応の速いフラックスである。
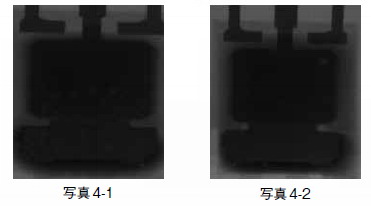 写真4
写真4(b)エアリフロー炉
写真5は、エアリフロー炉で、写真5-1は耐熱性の高いフラックス、写真5-2は熱反応の速いフラックスである。
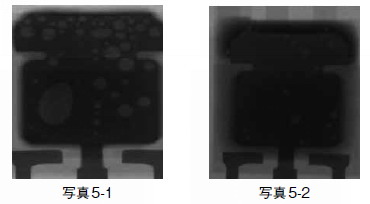 写真5
写真5(c)エアリフロー炉
写真6-1は、上下同じヒータ温度のもの、写真6-2では下部ヒータは上部ヒータより30℃高く設定している。
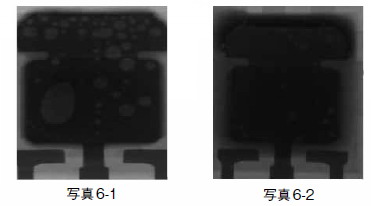 写真6
写真6(d)遠赤外線+エアリフロー炉
写真7は、遠赤外線+エアリフロー炉のものである。写真7-1は上下同じ温度で、耐熱性の高いフラックスを、写真7-2は下部を30℃高くした耐熱性の高いフラックス、写真7-3は下部を30℃高くした、熱反応が速いフラックスの、それぞれの様子である。
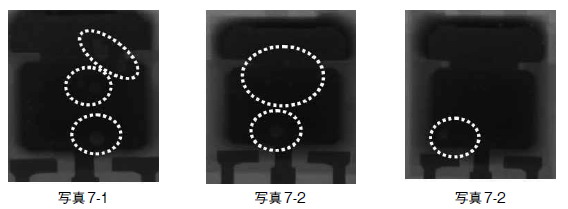 写真7
写真7(3)ボイド対策実験
写真8はそれぞれ、ボイド対策実験の結果である。写真8-1は部品を搭載せずにリフローしたもので、小さなボイドが多数発生している。写真8-2は、2回、リフローしたものである。写真8-3は、部品を搭載せずに一度リフローした後にフラックスを塗布し、その後で部品を搭載し、2回目のリフローにかけたものである。写真8-4は、予備はんだを糸はんだで行った後に、フラックスを塗布して部品搭載し、リフローしたものである。溶剤の含まれていない糸はんだで予備はんだをした方法では、ボイドは発生しないことがわかった。
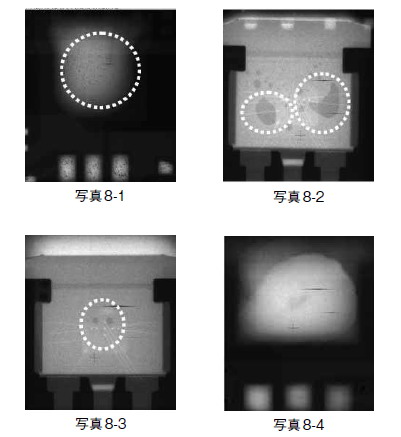 写真8
写真8通常のリフローでは、設計や基板材質、部品形状、使用リフロー炉により多少発生状況は異なるが、大きなボイドが多数発生する。特に、基板の縁やスリット近辺にある大きな部品は、下部からの熱風の巻き込みもあって、基板中心部よりフラックスの劣化が激しいため、注意が必要である(写真9)。
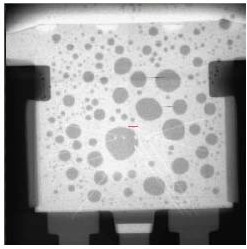 写真9比較的小さくて丸いものはガスによるボイドと推定される
写真9比較的小さくて丸いものはガスによるボイドと推定される写真10は、はんだ印刷後の実験であり、そのため一部部品をずらして搭載している。写真11(右)は、はんだ印刷後にインクで着色し、ガラスを被せた状態でのリフローしたもので、フラックスはガラスのサイズまで広がっているが、フィレット中心部の一部は色が薄い。これは、はんだとガラスの密着性が高い部分であり、濃い部分はフラックス残渣である。
通常は、部品下面にはんだがぬれ、密着するため、フラックスはフィレット外へ押し出されるが、熱の供給状態では部品下やフィレット内部に多く残留する(写真12)。
 写真10
写真10 写真11
写真11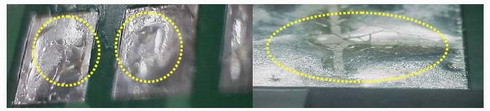 写真12
写真12Copyright © ITmedia, Inc. All Rights Reserved.
Factory Automationの記事ランキング
- PLCレスで協働ロボットの外部軸を制御、自動化システム構築の工数削減
- ラズパイの電源を入れてみた
- ハノーバーメッセが開幕、AIや水素など「競争力ある持続可能な産業」の最新技術
- 品質保証とは何か、その定義を改めて考える
- RYODENらが生成AIの事業応用で協業、現場映像と設備データの融合も目指す
- サーバなど向け、高風量かつ高静圧ながら連続運転10万時間の長寿命な冷却ファン
- IEC 62443とは何か、工場のサイバーセキュリティ対策のカギを握る国際標準を解説
- マレーシアで半導体ウエハーバンピングの受託加工向け製造装置増設
- タイの半導体製造工場で新棟が完成、ソニーセミコンが生産力を強化
- パワー半導体の電流測定が正確に、光プローブを用いた電流波形測定用センサー
よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。