3DプリンタでiPhoneケースを造形しよう:パーソナル3次元プリンタ入門(8)(2/3 ページ)
出力の詳細設定を行う
出力位置の調整とエクストルーダーの選択が終了したら、出力の詳細設定をします。「Make」をクリックすると、出力設定用のダイアログボックスが表示されます。
 各項目の説明
各項目の説明「I want to:Replicator」と「Make it Now」(USB接続時に表示)を選択すると直ちに出力を開始します。「Export to a File」を選択すると出力用ファイルが作成されるので、それをSDカードに保存して、Replicatorに読み込ませます。
- Export For:出力するReplicatorの種類を選択します。今回は「The Replicator(Dual)」を選択。
- Material:素材の選択。「ABS」か「PLA」を選択できます。今回はABSを選択。
- Resolution:造形の細かさの選択。「Low」(造形が速いが、粗い)、「Standard」(普通)、「High」(造形が遅いが、細かい)があります。今回はStandardにしますが、詳細は下にある「Advanced Options」の中で設定変更が可能です。
- Raft:「ラフト(いかだ)」を使用選択。チェックすると、ビルドプラットフォームに直接3次元モデルが造形されるのではなく、一番下の層にラフトを出力した後、その上に目的の3次元モデルが出力されます。今回は使用しません。
- Supports:サポートの出力選択。逆三角形のように、下側に支えが存在しない構造の3次元モデルを出力する場合、自動でサポート(支え部分)を出力しての造形が可能になります。今回は使用しません。
「Advanced Option」をクリックすると詳細設定が開きます。「Profile」のプルダウンには「Standard」が選択済みなので、そのままにします。
「Slicer」には「Maker Bot Slicer」が表示されています。Slicerは3次元モデルを造形するための3Dプリンタへの命令文である「Gコード」に変換するためのエンジンです。変更も可能ですが、デフォルトの「Maker Bot Slicer」を使用します。
「Quality」タブ内の設定
- Infill:出力する造形物に対する樹脂の充填率です
- Numbers of Shells:造形物の壁の厚さ。設定した数字の回数、壁を作ります
- Layer Height:1層の高さです
「Temperature」タブ内の設定
- Extruders:エクストルーダーの温度
- Heat the Build Plate:今回はABSを使用するのでチェックを入れます
- Build Plate:ビルドプレートの温度。「110℃」
「Speed」タブ内の設定
- 「Speed while Extruding」:樹脂を射出しているときのエクストルーダの動速度。「90 mm/s」
- 「Speed while Traveling」:樹脂を射出していないときのエクストルーダの移動速度。「150mm/s」
「Use Defaults」クリックすると、Profileのデフォルト設定にもどります。「Create Profile」をクリックすると、新規のProfileを作成することができます。オリジナルの設定を作成したいときや、SlicerにMaker Bot Slicerではなく、他のSlicerを使用したい場合はこちらから新しいProfileを作成します。
設定が終了したら、「Export!」ボタンをクリックして、出力用のファイル(.x3g)に保存します。
造形開始!
造形開始前に、ビルドプレートとノズルのすき間調整をしているかどうか確認してください。この設定が出力時に最重要な設定項目となります。
Replicatorの電源を入れたらSDカードを右脇にあるスロットに挿し、「Build From SD」を選択します。最新の更新ファイルがリストの最上部に表示されるので、先ほど出力設定したファイルであることを確認して、選択しましょう。
 「Build from SD」を選択します
「Build from SD」を選択します選択すると、ノズルとビルドプレートの加熱が始まり、両方が出力設定で設定した温度に達すると造形が開始されます。
 開始直後の様子。底面の層を造形中
開始直後の様子。底面の層を造形中 ケース周囲の壁を造形中
ケース周囲の壁を造形中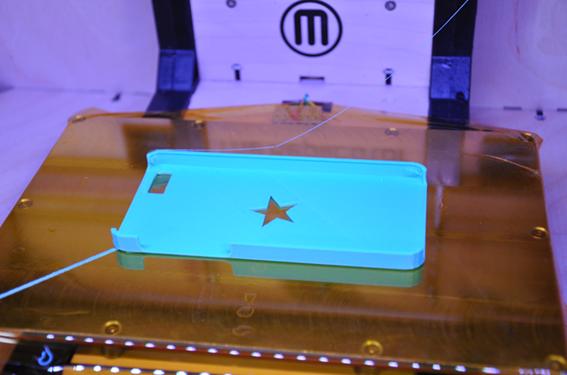 約45分で造形終了!
約45分で造形終了!Copyright © ITmedia, Inc. All Rights Reserved.
よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。