まずはリハーサル! GコードをCNCソフトに取り込む:ママさん設計者がやさしく教える「CNCフライス超入門」(5)(2/3 ページ)
「開く」。
「開け」……!!
何ですかこれは!! ……なぜかファイルが正しく開けません。どうやら、図8の赤くマーキングされている箇所に問題があるようですね。
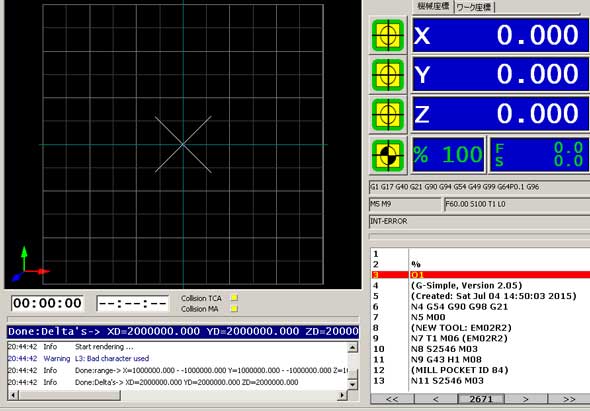 図8:問題の箇所
図8:問題の箇所図9の操作ボタンの赤矢印部分をクリックします。
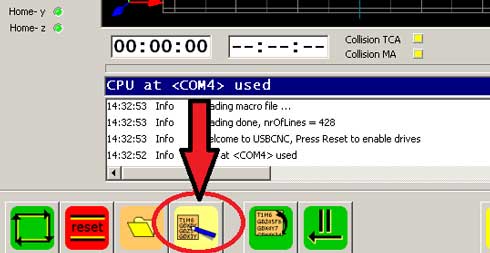 図9:ここをクリック
図9:ここをクリックすると、別ウィンドウでCNCファイルがテキストで表示されますので、その場で編集してしまいましょう。問題を抱えているらしい、3行目の「O1」を削除します(図10)。
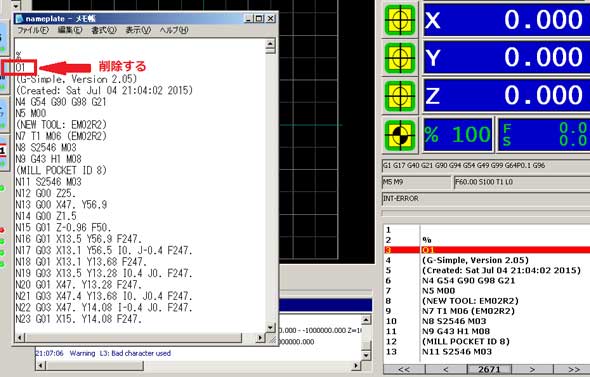 図10:01を削除
図10:01を削除G-Simpleで作成したCNCファイルを読み込んだ際のこのエラーは、USBCNCだけではなく他のCNCソフトでも見受けられるようで、しばしばCNCフライス愛用者のフォーラムや個人のブログ記事等でも取り上げられています。いずれも、やはり問題の行を削除することで解決するようなので、「G-Simple豆知識」の1つとして覚えておくとよいでしょう。
編集後はファイルを上書き保存して、元の手順でファイルを読み込みしなおします。読み込みに成功すると、こんな表示になります。青い線で描かれたものがツールの軌跡です(図11)。
 図11:読み込み成功!
図11:読み込み成功!ここでも加工所要時間が出ましたね。USBCNCは、この加工に2時間47分かかると考えているようなので、G-Simpleが想定した加工所要時間(およそ5時間)の倍速で仕事が片付くと見ているようです。USBCNCがそう言うなら、これも目安にしておきましょうか。
ちょっとした編集をしたついでに、ファイルの中身をのぞいてみましょう。今回作成したCNCファイルの冒頭部分を例にとって、赤いアンダーラインの箇所についてカンタンに解説します。
%:データスタート/エンド
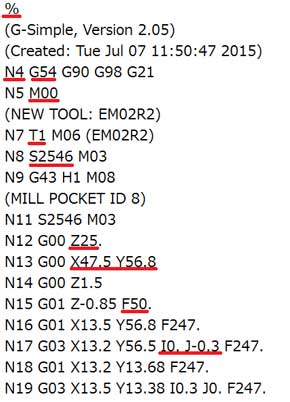 図12:データスタート/エンド
図12:データスタート/エンド先頭にある「%」は、プログラムはじまりの合図です(図12)。最後尾にも%がつきますが、それはプログラムの終了の合図になります。
O:プログラム番号(Oナンバー)
データスタート%の次、先ほどの「開けない」エラーで削除した行にあったのが、プログラム番号の頭文字「O」(オー)です。前回、G-simpleでプロジェクトデータの設定をした時を思い出してみましょう(前回の図8上部、プログラムナンバー「O」の欄が「1」になっています)。設定画面の「プログラムナンバー」の項目に入れた数字が、そのままこのプログラム番号に反映されます。
N:シーケンス番号
頭に「N」が付く番号は「シーケンス番号」と呼ばれ、プログラムの流れを順に整理するための番号です。
G:準備機能
頭に「G」が付く番号は「G機能」と呼ばれ、座標指示や軸の移動などを処理する機能です。そのうち、CNCフライスの加工で用いられる代表的なものを抜粋してみました。これは気合を入れて覚えなくても大丈夫ですが、知っておくと便利かなと思います。
| コード | 意味 | 説明 |
|---|---|---|
| G00 | 位置決め | 軸を早送りで動かす |
| G01 | 直線補間 | 出発点と終着点の直線間を設定した送り速度で軸を動かす ※「補間」とは2点間を結ぶこと |
| G02 | 円弧補間(時計回り) | 出発点と終着点の円弧間を設定した送り速度で軸を動かす |
| G03 | 円弧補間(反時計回り) | G02と同じ使い方(反時計回り) |
| G28 | リファレンス点復帰 | 工具交換時などに機械原点に戻る |
| G40 | 工具径補正キャンセル | G41,G42の命令をキャンセル |
| G41 | 工具径補正(左へ) | 径の異なる工具を同じデータで使う場合に、工具の軌道を設定値分左側にずらす |
| G42 | 工具径補正(右へ) | G41と同じ使い方(右へずらす) |
| G43 | 工具長補正(+) | 長さの異なる工具を同じ加工原点で使う場合に、長さをそろえるために補正値を加える |
| G44 | 工具長補正(−) | G43と同じ使い方(補正値分差し引く) |
| G49 | 工具長補正キャンセル | G43,G44の命令をキャンセル |
| G90 | アブソリュート指令 | 設定されている座標系の原点を起点として軸移動をする |
| G91 | インクリメンタル指令 | 現在の工具位置からの移動量で軸移動をする |
M:補助機能
頭に「M」が付く番号は「M機能」と呼ばれ、主軸の回転や停止、切削液を使う場合はそのオンオフといった補助機能を行うものです。こちらも代表的なものを書き出してみます。
| コード | 意味 | 説明 |
|---|---|---|
| M00 | プログラムストップ | プログラムの一時停止 |
| M02/M30 | プログラムエンド | プログラムの終了。プログラムの先頭に戻る |
| M03 | 主軸正転 | 主軸を時計回りに回転させる |
| M04 | 主軸逆転 | 主軸を反時計回りに回転させる |
| M05 | 主軸停止 | 主軸の停止 |
| M06 | 工具交換 | 主軸の工具を次の工具に交換する |
| M08 | クーラントON | クーラント(切削液)を出す |
| M09 | クーラントOFF | クーラントを止める |
Copyright © ITmedia, Inc. All Rights Reserved.
メカ設計の記事ランキング
- Formlabsが新型3Dプリンタ「Form 4」発表、LFSを超えるプリントエンジンを採用
- 有限要素法入門 〜連立方程式の解法、変位の計算〜
- 3σと不良品発生の確率を予測する「標準正規分布表」
- ムダのない作業と楽しさをもたらす“ありそうでなかった発想”
- SUBARUが深層学習によるAI構築ツールを導入、プレス領域の成形解析工数の削減へ
- 幾何公差の基準「データム」を理解しよう
- 知らないと取り返しがつかなくなる金型の費用と作製期間の話
- フローで考える流れのモデリング(その2) 〜適用例と3D/1Dの関係〜
- 計算時間が従来比最大1000倍高速な流体解析ベースのトポロジー最適化ソフト
- 「設計者はなぜCAEを煙たがるのか」を考察し、広がりを阻害する壁を取り除く



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。