
切削加工のエース! フライス加工とマシニングセンター加工の技術:ママさん設計者が教える「設計者のための部品加工技術の世界」(5)(1/3 ページ)
設計者でも知っておくべき部品加工技術をテーマに、ファブレスメーカーのママさん設計者が、専門用語を交えながら部品加工の世界を優しく紹介する連載。第5回は、「フライス加工」と「マシニングセンター加工」について取り上げる。
皆さんこんにちは! Material工房・テクノフレキスの藤崎です。
前回の旋盤加工の技術紹介は、「シャフトや円筒といった“丸モノ”の加工では旋盤を使いますよ」という前提でのお話でしたが、実は旋盤を使って四角形の部品を作ることもできます。
これはただ単に“道具の使いよう”の話なのですが、実際に機械をオペレートして、旋盤が材料を削る仕組みを理解しないと、なかなか湧いてこないアイデアです。ですから「部品加工といえば、金属や樹脂を削って作るもの」ということが分かっていても、
- 加工物の形状からそれをどういう機械で、どう作ればよいのか?
- 今ある機械設備を使って、どうやってこの形状を作ればよいのか?
といった見当を付けるスキルの習得は、一朝一夕にはいきません。加工屋さんのノウハウは“長年の創意工夫の集合体”ですから、大いに学ぶところがあるのです。
板モノを作る「フライス加工」と「マシニングセンター加工」
さて、今回は旋盤と並ぶ切削加工の代表格「フライス加工」と「マシニングセンター加工」を取り上げます。
旋盤加工品が「丸モノ」と呼ばれるのに対して、フライス加工やマシニングセンター加工で作られる部品は「板モノ」と呼ばれます。これは、板状の材料から削り出すことからそう呼ばれています。図1のように、仕上がり形状がL字形やコの字形の部品であっても、総称では「板モノ」です。

フライス加工の世界
まずは、フライス加工についてです。フライス加工とは「フライス盤」という機械を使って行う切削加工です。フライス盤とは、固定した材料に対して、高速で回転する主軸に「エンドミル」や「フェースミル」などの刃物を取り付けて材料を削る工作機械です。主軸が垂直に移動するタイプを「立型フライス」、主軸が水平に移動するタイプを「横型フライス」と呼びます。画像のフライス盤は、立型フライス盤で、一般的に「フライス加工」と言ったら、この立型フライス盤で加工するものと考えてください。主軸に取り付けできる工具は1種類で、加工の種類に応じて手動で工具を交換します。

立型フライス盤では、バイスで固定した加工物に対して、左右方向(X軸)、前後方向(Y軸)、上下方向(Z軸)の3軸のハンドルを手動で操作し、移動量の数値を「3軸リニアスケール」で確認しながら、指定した形状を切り出したり、指定した位置に穴を開けたりして、指定した範囲の、指定した量の材料を削り取る加工をします。

ここで、フライス盤で使う切削工具「エンドミル」について触れておきます。エンドミルはドリルに見た目が似ていますが、ドリルは“先端の刃で穴を開けるもの”なのに対して、エンドミルは先端だけでなく側面にも刃が付いていて、穴加工だけでなく、外周切削、溝切削、曲面切削と多様に働きます。そのため、エンドミルは用途別にいろいろなものが用意されています。その選定の目安として、基本的な刃先形状の種類を以下に挙げておきます(表1)。
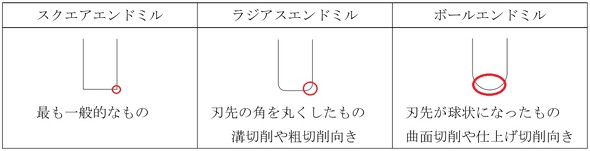 表1 刃先形状の種類
表1 刃先形状の種類フライス盤は手動操作で加工するので、面をひく、穴開けやザグリ加工、直線的な段差加工といった単純形状の一品物加工にはうってつけですが、不得手な形状が多々あります。例えば、図4のような外側にRが付く加工では、X軸とY軸を同時に操作して弧を描くように動かさなければならないので、ベテラン作業者でも非常に困難な加工となります。
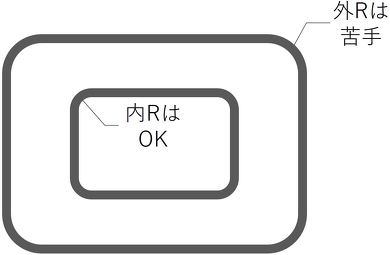 図4 外側にRが付く加工は難易度が高い
図4 外側にRが付く加工は難易度が高いフライス盤の手動操作をNC(Numerical Control:数値制御)化したものが「NCフライス盤」です。フライス盤のNC化とは、X、Y、Zの3軸それぞれにサーボモータを付けて人力の代替とし、コンピュータが動作命令と制御を行うようにすることです。この命令文が「Gコード」と呼ばれる加工プログラムです。これによって手動操作では難しい加工が“楽に、正確に、バラつきを抑えて、数多く作れる”ようになります。ただし、工具の交換は手動で行うので、1つの加工面で、連続して同一工具を使う“加工ごとに分けたプログラム”を作成することになります。
Copyright © ITmedia, Inc. All Rights Reserved.
Special Contents
- PR -


Special Contents 2
- PR -
Special Site
- PR -

Pickup Contents
- PR -





よく読まれている編集記者コラム



![]() ITmediaはアイティメディア株式会社の登録商標です。
ITmediaはアイティメディア株式会社の登録商標です。